Soluzioni a 10 problemi della stampa 3D

Soluzioni a 10 problemi della stampa 3D
Monti Cecilia
- January 22, 2020
10 PROBLEMI COMUNI DELLA STAMPA 3D (E RELATIVE SOLUZIONI)
Vediamo insieme i principali problemi che si riscontrano quando stampiamo in 3D e le soluzioni da adottare al fine di ottenere ottime stampe.
Warping
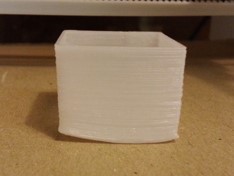
Qual è il problema**?** L’angolo anteriore del parallelepipedo è sollevato.
Qual è la causa? Il warping è un problema comune della stampa 3D, succede quando la plastica dei primi strati si raffredda e inizia ad indurirsi. Questo fa si che i bordi del modelli si pieghino. Cosa fare a questo punto?
Le soluzioni da adottare per ottenere ottime stampe
●Utilizzare un piatto di stampa riscaldato per mantenere il filamento ad una temperatura appena sotto al livello che farebbe solidificare il materiale, in questo modo il primo strato rimane piatto e aderente al piano di stampa.
●Aumentare l’aderenza del primo livello stendendo una pellicola collosa in modo uniforme sul piatto di stampa
●Assicurarsi che il piatto di stampa sia perfettamente livellato
●NB: Anche se la stampante è fornita di un piatto riscaldato è sempre consigliato usare uno strato colloso per livellare perfettamente il piano
Piede di Elefante

Si tratta dei rigonfiamenti alla base.
Qual è il problema**?** La base dell’oggetto è più ampia del previsto.
Qual è la causa? Per evitare deformazioni spesso accade di aumentare troppo lo spessore del primo livello, questo può causare una sporgenza esterna, per questo l’effetto viene chiamato “piede di elefante”
Questo effetto può anche essere causato dall’eccessivo peso del modello che preme sui primi strati già da prima che questi abbiano avuto modo di solidificarsi abbastanza. Succede in particolare in caso di piatto riscaldato.
Le soluzioni da adottare per ottenere ottime stampe
Non è facile trovare il giusto equilibrio tra l’evitare la deformazione e sbarazzarsi dell’effetto “piede di elefante”. Per ridurre al minimo i rigonfiamenti alla base dell’oggetto consigliamo di spostare l’ugello più lontano dal piano (ma non troppo lontano altrimenti la stampa non aderisce bene) e abbassare leggermente la temperatura del piatto.
Problemi con il layer 1

Il primo livello è irregolare oppure deformazione a causa dell’ingombro troppo piccolo.
Qual è il problema?
Il primo strato non si attacca correttamente, il risultato è che alcune parti si staccano.
Qual è la causa?
Questi sono i segnali tipici che indicano che i piatto di stampa non è stato livellato correttamente. Se l’ugello si trova troppo lontano dal piano la superfice dell’oggetto mostrerà delle linee indesiderate oppure il primo strato non attaccherà direttamente alla base. Se invece l’ugello è troppo vicino il risultato è un rigonfiamento.
Inoltre il piatto di stampa deve essere il più pulito possibile, impronte digitale sul piano possono impedire al primo strato di aderire correttamente.
Le soluzioni da adottare per ottenere ottime stampe
-
Utilizzare il software della stampante per livellare il piatto di stampa.
-
Pulire il piatto di stampa dalle impronte digitali
-
Applicare una sottile pellicola (scotch o lacca) sul piatto prima di avviare la stampa
Le parti inferiori si restringono

Qual è il problema?
La parte inferiore dell’oggetto risulta cava
Qual è la causa?
Questo avviene quando la temperatura del piatto è troppo alta
La plastica, quando viene riscaldata, si comporta come un elastico: in primo luogo si espande mentre raffreddandosi si restringe. Il calore del piatto aumenta solo fino ad una certa altezza (in relazione alla temperatura). Fino a questa altezza la plastica estrusa rimane più calda e malleabile rispetto al filamento posto oltre questa altezza. In questo modo il materiale rischia di cedere sotto il peso degli strati superiori causando le cavità.
Le soluzioni da adottare per ottenere ottime stampe
-
Ridurre il calore del piatto. In alcune stampanti la temperatura del piatto è impostata a 75°C mentre la temperatura consigliata per il PLA è di 50-60°C. Inoltre, utilizzando una ventola all’interno della stampa l’aria verrà convogliata alla giusta altezza migliorando il risultato.
-
Quando si stampano piccoli modelli si consiglia di stampare sempre due copie.
-
Nel caso di stampe piuttosto grandi non è necessario ridurre la temperatura del piatto altrimenti i bordi tenderanno a deformarsi.
Stampe inclinate – bordi spostati (layer shifting) o pendenti

Qual è il problema?
Gli strati superiori risultano spostati.
Qual è la causa?
Questo è causato dalla stampante:
la testina non si muove con facilità lungo le assi X e Y. Le assi non sono allineate correttamente al 100%.
Una delle pulegge non è fissata correttamente all’asse.
Le soluzioni da adottare per ottenere ottime stampe
-
Spegnere la stampante e verificare se è possibile spostare la testina facilmente lungo le assi direttamente con le mani. Se la testina si muove con difficoltà e in maniera rigida applica una goccia di olio (può andare bene quello per le machine da cucire).
-
Verifica se le aste sono allineate correttamente: spostando la testina a sinistra e a destra e verificare che la distanza tra le pulegge sia uguale su entrambi i lati. Ripeti questa operazione sia per la parte anteriore che per la parte posteriore della stampante. Se noti un dislivello prova ad allentare le viti delle pulegge dell’asse in questione. Spingi il pattino fino a quando l’asse è nuovamente allineata, poi stingi di nuovo le viti.
-
Verifica se le viti che fissano le pulegge sono abbastanza strette. Se necessario stringile ancora di più.
Allineamento livelli
Qual è il problema? Alcuni strati nell’area centrale dell’oggetto appaiono spostati.
Qual è la causa?
Le cinghie della stampante non sono ben strette
Il piatto superiore non fissato e oscilla in maniera indipendente rispetto alla base inferiore.
Una delle aste lungo l’asse Z non perfettamente allineata
Le soluzioni da adottare per ottenere ottime stampe
-
Controllare le cinghie e stringerle se necessario
-
Controllare il piano superiore e fissarlo, se necessario
-
Controllare le aste lungo l’sse Z e sostituire quelli che non sono dritti al 100%
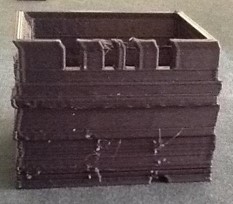
Livelli mancanti

Qual è il problema?
L’oggetto presenta dei vuoti dal momento che alcuni livelli non sono stati stampati (in parte o completamente)
Qual è la causa?
Per qualche motivo la stampante non è riuscita a fornire la quantità di filamento necessaria per stampare tutti i livelli perciò alcuni strati vengono a mancare. Il problema può essere nel filamento stesso (ad esempio in un diametro variabile), nella bobina oppure nell’ugello intasato.
Il piatto di stampa è temporaneamente bloccato. La causa: le aste verticali non sono perfettamente allineate con i cuscinetti
C’è un problema lungo l’asse Z o sui cuscinetti: l’asta potrebbe essere storta, sprca oppure eccessivamente oliata.
Le soluzioni da adottare per ottenere ottime stampe
-
Controllare le aste dei cuscinetti, consultare la documentazione della stampante e vedere dai parametri come correggere il danno. Ad esempio:se c’è troppo olio rimuoverlo.
-
Se c’è un sospetto disallineamento tra i cuscinetti consultare il manuale della stampante anche in questo caso.
-
Potrebbe essere un problema di “non estrusione” e risolvere questo caso è più complicato: controllare la bobina del filamento e l’alimentatore. Fare alcune stampe di prova per vedere se il problema si ripete, questi tentativi saranno di suggerimento per capire dove cercare la soluzione.
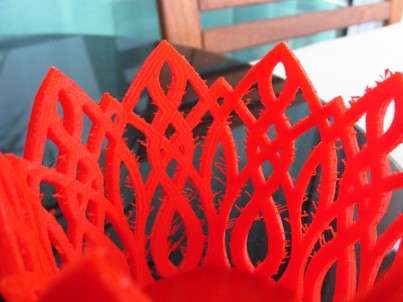
Crepe sugli oggetti più alti

Qual è il problema?
Ci sono crepe presenti sui lati degli oggetti, in particolari sulle forme più alte.
Qual è la causa?
Sui livelli superiori il materiale si raffredda velocemente perchè il calore del piatto non raggiunge gli strati più alti. In questo modo gli strati superiori aderiscono meno.
Le soluzioni da adottare per ottenere ottime stampe
Aumentare la temperatura dell’estrusore, iniziando anche da 10°C. Aumentare anche la temperatura del piatto di 5-10°C.
Pillowing

Qual è il problema?
La superficie presenta urti o addirittura buchi
Qual è la causa?
La priincipale causa è una ventilazione non corretta.
La superficie superiore non è abbastanza spessa
Le soluzioni da adottare per ottenere ottime stampe
-
Impostare le ventole di raffreddamento alla massima velocità durante la stampa delle superfici superiori
-
Assicurarsi che la superficie superiore dell’oggetto sia composta da almeno 6 strati
Stringing
Qual è il problema?
Tra le parti dell’oggetto emergono filamenti indesiderati di materiale
Qual è la causa?
Quando la testina di stampa si sposta lungo una parte cava (cosiddetto movimento in corsa) può capitare che alcune parti di materiale sgocciolino dall’ugello.
Le soluzioni da adottare per ottenere ottime stampe
La maggior parte delle stampanti dispongono di una funzionalità di ritrazione. Quando la retrazione è attiva la stampante ritrae il filamento già all’inerno dell’ugello, prima che questo inizi il suo “viaggio”. In questo modo non esiste plastica in eccesso che possa gocciolare e produrre fili, quindi è importante abilitare sempre la ritrazione già dal software.
Vuoi un trucco sull'AI ogni settimana?
Iscriviti gratis alla newsletter AI Semplice: 5 minuti a settimana, in italiano, senza paroloni.